آبکاری شامل پوشش دادن فلز یا مواد دیگر مانند پلاستیک یا چینی با یک سطح فلزی سخت برای بهبود دوام و زیبایی آنها است. سطوحی مانند طلا، نقره، فولاد ضد زنگ، پالادیوم، مس و نیکل با غوطهوری یک جسم در محلول حاوی مواد سطحی مورد نظر تشکیل میشود که با اثر شیمیایی یا الکتروشیمیایی رسوب میکند. در حالی که موارد زیادی از این فرآیند برای اهداف تزئینی انجام میشود، اما اکثراً به منظورافزایش دوام و مقاومت در برابر خوردگی مواد نرمتر انجام میشود.
بیشتر قطعات خودرو، لوازم خانگی و ظروف تخت، سختافزار، لوازم لولهکشی و تجهیزات الکترونیکی، کالاهای سیم، محصولات هواپیمایی و هوافضا و ابزار آلات برای افزایش دوام اندود شدهاند. چندین فرآیند برای آبکاری استفاده میشود: آبکاری الکترولیتی، آبکاری الکترولیز و آندایزینگ عمدهترین فرآیندهایی است که امروزه استفاده میشود، اما روشهای دیگری نیز توسعه یافته است.

آبکاری الکترولیتی
آبکاری الکترولیتی
در آبکاری الکترولیتی (q.v.)، مادهای که باید آبکاری شود به عنوان کاتد در یک حمام الکترولیتی متشکل از محلول نمک فلز مورد استفاده قرار میگیرد. ترمینال دیگر، آند، ممکن است از همان فلز یا هادی دیگر باشد که از نظر شیمیایی تحت تأثیر قرار نگیرد. جریان کم ولتاژ از محلول عبور میکند و باعث میشود که فلز موجود در محلول روی صفحه بنشیند.
آبکاری الکترولیتی (q.v.) به واکنشهای موجود در یک حمام شیمیایی متکی است که ممکن است آبی نباشد و ممکن است گرم نشود. آنودایزینگ (q.v.) مشابه آبکاری الکترولیتی است، اما مادهای که باید آبکاری شود به عنوان آند در مدار الکتریکی عمل میکند.
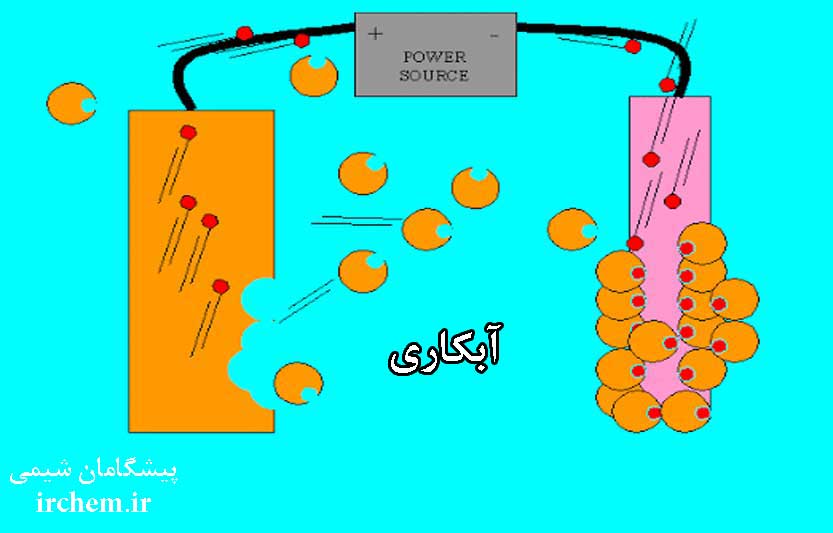
شکل زیر مخزن معمولی حاوی محلول سولفات مس (CuSO4) را نشان میدهد. دینام جریان الکتریکی را تأمین میکند که توسط رئوست کنترل میشود. هنگامی که سوئیچ بسته است، نوار کاتد، که کار را برای انجام فرآیند نگه میدارد، منفی شارژ میشود.
برخی از الکترونهای میله کاتد به یونهای مس با بار مثبت (Cu2+) منتقل میشوند و آنها را به عنوان اتم فلز مس آزاد میکند. این اتمهای مس جای خود را بر روی سطح کاتد میگیرند و آن را مسی میکنند. همزمان، همانطور که در تصویر نشان داده شده است، همان تعداد یون سولفات (SO42-) بر روی آندهای مس تخلیه میشوند، در نتیجه مدار الکتریکی تکمیل میشود.
با این کار، آنها مقدار جدیدی از سولفات مس را تشکیل میدهند که در محلول حل میشود و آن را به ترکیب اصلی خود باز میگرداند. این روش تقریباً در تمام مراحل عادی آبکاری معمول است. جریان مقدار معینی فلز را روی کاتد رسوب میدهد و آند به همان اندازه حل میشود و محلول را کم و بیش به طور یکنواخت حفظ میکند.

فرآیند الکترولیتی
اگر این تعادل کامل باشد و هیچ واکنش جانبی یا تلفاتی نداشته باشد، یک بازده 100 درصد کاتد و 100 درصد کارایی آند ممکن است محقق شود.
اگر سطح فلزی کاتد از نظر شیمیایی و فیزیکی تمیز باشد، اتمهای تخلیه شده مس در فاصله بین اتمی معمولی اتمهای فلز پایه رسوب میکنند و سعی میکنند جزئی جدایی ناپذیر از آن شوند. در حقیقت، اگر فلز پایه مس باشد، اتمهای جدید مس مرتباً خود را برای ادامه ساختار بلوری فلز پایه تنظیم میکنند، ورق حاصل کم و بیش از فلز پایه قابل تفکیک و جدایی نیست.
اگر محلولهای مناسبی از فلزات مختلف مخلوط شوند، میتوان انواع گستردهای از آلیاژهای فلزات را ترسیب داد. به این معنی میتوان برنج آبکاریشده را کم و بیش از برنج ریخته شده غیر قابل تشخیص دانست.
با این حال، ممکن است آلیاژها یا ترکیبات فلزات که با ذوب شدن و ریخته شدن آنها تولید نمیشوند، رسوب کنند. به عنوان مثال، صفحه آلیاژ قلع نیکل به دلیل سختی و مقاومت در برابر خوردگی به صورت تجاری استفاده شده است که از هر یک از فلزات تنها برتری دارد. این رسوب از یک ترکیب قلع نیکل (Sn-Ni) تشکیل شده است که به هیچ روش دیگری نمیتواند تولید شود.
سایر صفحات آلیاژی متداول شامل برنز و طلا با ویژگیهای مختلف مانند رنگها یا سختیهای مختلف است. صفحات آلیاژ مغناطیسی فلزاتی مانند آهن، کبالت و نیکل برای درامهای حافظه در رایانه استفاده میشود. از صفحه لحیم کاری (Sn-Pb) در کارهای مدار چاپی استفاده میشود.
توسعه فرآیند الکترولیتی
در حالی که برخی از مراحل پوشش فلز به دوران باستان برمیگردد، آبکاری مدرن در سال 1800 با کشف شمع ولتایی یا باتری توسط آلساندرو ولتا آغاز شد، که مقادیر قابل توجهی از جریان مستقیم برق را در دسترس قرار داد.
تقریباً در همان زمان، از باتری برای رسوب سرب، مس و نقره استفاده شد. پس از رسوب گره مس روی کاتد نقره، نمیتوان مس را خارج کرد. در همان سال، روی، مس و نقره بر روی خود و انواع مختلف فلزات (فلزاتی که آبکاری روی آنها اعمال میشود) مانند طلا و آهن رسوب میکنند.
آبکاری در مقیاس تجاری در حدود سالهای 1840 تا 41 آغاز شد و با کشف محلولهای سیانور برای آبکاری نقره، طلا، مس و برنج تسریع شد. به عنوان مثال، یک محلول سیانور مس، رسوبات چسبنده مس را مستقیماً روی آهن و فولاد میدهد. برای این منظور و همچنین برای آبکاری اولیه در ریخته گریهای قالب روی، از محلول سیانور – مس استفاده میشود. محلول سولفات مس که در بالا توضیح داده شد، این فلزات را خورده و رسوبات غیر چسبنده میدهد.
آبکاری با نیازهای پیشرفته مهندسی و تجهیزات به صنعتی بزرگ و در حال رشد تبدیل شده است. فلزاتی که میتوانند به راحتی از محلولهای آبی در بازده جریان بالا نزدیک به 100 درصد آبکاری شوند، در شکل زیر نشان داده شدهاند.
این فلزات در رابطه مناسب با یکدیگر در یک مستطیل واحد نشان میدهد. تنها فلز نشان داده شده در خارج از مستطیل که معمولاً مورد استفاده قرار میگیرد، کروم است که معمولاً با بازده کم جریان حدود 10-20 درصد آبکاری میشود.
آهن، کبالت، نیکل، مس، روی، روتنیوم، رودیم، پالادیوم، نقره، کادمیوم، قلع، ایریدیم، پلاتین، طلا و سرب کم و بیش به صورت معمول برای آبکاری استفاده میشود.

آبکاری
ورود آبکاری کروم در سال 1925 باعث ایجاد عواقب مختلفی در این صنعت شد. کروم اساساً صفحهای روشن بود و روشنایی خود را برای مدت نامحدود حفظ میکرد. صفحه کروم در زمینههای خودرو و لوازم خانگی بازار آمادهای پیدا کرد که در آن سریعا محاسن صفحات ترکیبی نیکل-کروم یا مس-نیکل-کروم به اثبات رسید.
به اصطلاح آبکاری سخت کروم روش جدیدی را برای بهبود مقاومت در برابر سایش قطعات ماشین و بهبود عملکرد آنها به دلیل خواص اصطکاکی و مقاومت در برابر حرارت ایجاد میکند. قطعات فرسوده یا کم حجم با صفحه کروم ساخته شدهاند.
در حالی که از اواسط قرن نوزدهم مواد غیر فلزی آبکاری شدهاند، یک دوره رشد سریع در استفاده از پلاستیکهای آبکاری شده در سال 1963 با معرفی پلاستیک ABS (آکریلونیتریل-بوتادین-استایرن) که به راحتی آبکاری شد، آغاز شد.
قسمت پلاستیکی ابتدا توسط یک فرآیند مناسب مانند غوطهور شدن در مخلوط اسید کرومیک داغ – اسید سولفوریک از نظر شیمیایی اچ میشود. سپس با غوطه ور شدن در محلول کلرید استانوس و سپس در محلول کلرید پالادیم، حساس و فعال میشود. سپس قبل از آبکاری بیشتر با مس یا نیکل الکترولیز پوشانده میشود. درجه مفیدی از چسبندگی بدست میآید (حدود 1 تا 6 کیلوگرم در سانتیمتر [5 تا 30 پوند در اینچ]) اما به هیچ وجه با چسبندگی فلزات به فلزات قابل مقایسه نیست.

آبکاری
کاربردهای اصلی
برای سختکاری پوسته فولاد در قطعات مشخص، از مسکاری به طور گسترده استفاده میشود. ممکن است کل محصول با روکش مسی پوشانده شود. آبکاری نقره در ظروف و قطعات الکتریکی استفاده میشود. همچنین در یاتاقانهای موتور نیز استفاده شده است. بیشترین استفاده از روکش طلا در مورد جواهرات و ساعتها است. پوششهای روی از خوردگی محصولات فولادی جلوگیری میکند، در حالی که از صفحههای نیکل و کروم در خودروها و لوازم خانگی استفاده میشود.





















